Техническая документация на портальная сварочная установка типа SHL-4000

Портальная сварочная установка предназначена для автоматизированной дуговой сварки под слоем флюса одной или двух двутавровых балок или колонн, находящихся в горизонтальном положении на стапелях. Во время сварки балка располагается на стапелях под углом 45 градусов, что обеспечивает хороший провар и катет шва.
Производственный процесс, включает в себя размещение собранной балки на стапеле под углом 45°, настройку режимов сварки для получения заданного катета и глубины проплавления. Сварка происходит в положении «в лодочку», что обеспечивает высокое качество соединения и отличный внешний вид. Установка представляет собой перемещающуюся по рельсовому пути портальную конструкцию с расположенным на ней рабочим оборудованием. В оборудовании применен двусторонний синхронный привод управляемый частотным преобразователем, позволяющим с высокой точностью задавать рабочую скорость.
На портале смонтированы два комплекта сварочных головок, которые могут перемещаться в горизонтальном или вертикальном направлении вдоль портала. Установка оснащена системой слежения за сварным швом, что позволяет производить автоматическую сварку одновременно с движением портала по рельсам. Также на установке располагается система подачи, переработки и уборки флюса. Система рециркуляции флюса позволяет накапливать до
килограмм флюса и эффективно выполнять свои функции даже при попадании крупных частиц отработанного шлака. Кассеты для намотки сварочной проволоки вмещают в себя до
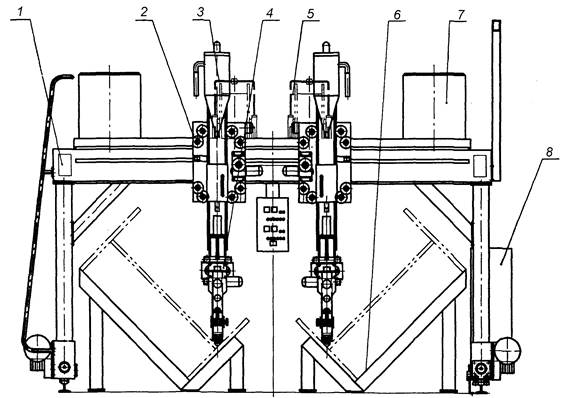
Общий вид потальной сварочной установки:
1 - Портал; 2 - Суппорт консоли; 3 - Бункер флюсовый; 4 - Консоль со сварочной головкой; 5 - Катушка сварочной проволоки; 6 - Стапель; 7 - Система рециркуляции флюса; 8 - Шкаф управления.
Основные технические характеристики:
|
Параметр |
Значение |
|
Высота балки, мм
|
200~1500
|
|
Ширина полки, мм
|
200~800
|
|
Толщина полки, мм
|
6~40
|
|
Толщина стенки, мм
|
6~32
|
|
Длина балки, мм
|
4000~15000 (ограничена длинной рельса)
|
|
Колея рельсового пути, мм
|
4000
|
|
Длина рельсового пути, мм
|
18000
|
|
Управление установкой
|
на боковых панелях
|
|
Количество сварочных головок, комп.
|
2
|
|
Система слежения за сварочным швом
|
механическая контактная
|
|
Тип сварки
|
автоматическая дуговая сварка под слоем флюса 45º «в лодочку»
|
|
Скорость сварки, м/мин
|
0.24~2.4
|
|
Скорость передвижения портала, м/мин
|
3
|
|
Сварочное оборудование
|
2 комплекта для механизированной сварки под слоем флюса производства Lincoln Electric (США): сварочный источник IDEALARC DC-1000, система автоматической сварки NA-3S.
|
|
Потребляемая мощность сварочного оборудования, кВт
|
2×65
|
|
Давление в пневматической системе, мПа
|
0.2~0.8
|
|
Потребляемая мощность, кВт
|
9.74 (без учета сварочного оборудования)
|
|
Электропитание
|
3-фазное, переменный ток, 380В, 50Гц
|
|
Габаритные размеры (Д×Ш×В), мм
|
2500×4960×2790
|
|
Вес портала, кг
|
2900
|
- Портал является основным элементом портальной сварочной установки и представляет собой сварную конструкцию высокой жесткости. На портале смонтированы два комплекта сварочных головок Lincoln Electric (США): сварочный источник IDEALARC DC-1000, система автоматической сварки NA-3S, система рециркуляции флюса, панели управления и механизмы подачи проволоки. Перемещение портала осуществляется двумя электродвигателями переменного тока с червячными редукторами. Плавная регулировка скорости движения портала достигается при помощи инвертора переменного тока Mitsubishi FR-E 540 - 2.2 кВт.
- Сварочная головка состоит из суппорта каретки, каретки, суппорта сварочной головки с токоподвода и механической системы слежения за сварным швом. Каретка и суппорт сварочной головки перемещаются при помощи зубчатой рейки и шестерни двигателями, оснащенными червячными редукторами, таким образом, что суппорт каретки может перемещаться влево и вправо по порталу, а каретка может двигаться вверх и вниз. Суппорт сварочной головки позволяет ей свободно перемещаться в горизонтальной плоскости, обеспечивая постоянное нахождение в зоне сварного шва при сварке «в лодочку». Сварочная головка под воздействием пневмоцилиндра прижимается к разделке на протяжении всего процесса сварки, обеспечивая качественное сварное соединение.
- Система слежения за сварным швом состоит из: пневматического цилиндра, скользящей пластины, каретки с коническими роликами. В каретке установлен механизм подачи проволоки со сварочным мундштуком, и подведен шланг подачи флюса. При сварке каретка устанавливается на изделие, обеспечивая точное расположение сварочного мундштука относительно разделки. Для компенсации горизонтальных отклонений служит скользящая пластина, позволяющая каретке свободно перемещаться в горизонтальной плоскости поперек движения портала. Для компенсации вертикальных отклонений служит пневматический цилиндр, прижимающий каретку и обеспечивающий надежный и плотный контакт роликов каретки с заготовкой.
- Концевые выключатели установлены на всех подвижных элементах установки, таких как, сам портал, сварочная головка, каретка сварочной головки. Они обеспечивают отключение двигателей при достижении механизмом крайнего положения. Это обеспечивает безопасную и надежную эксплуатацию оборудования.