Электрохимический копировально-прошивной полуавтомат SFE-4000M

Электрохимический копировально-прошивной полуавтомат SFE-4000M
Предназначен для ЭХРО (электрохимической размерной обработки)формообразующих поверхностей штамповой, прессовой оснастки, матриц, пуансонов, пресс-форм, вставок прессформ в полуавтоматическом режиме управления. Для контроля и управления процессом и режимами обработки в станке SFE-4000М применена надежная система управления на основе программных автоматов собственного производства.



Вариант комплектации станка SFE-4000M
Модель станка SFE-4000M поставляется по требованию Заказчика в нескольких вариантах комплектации:
- Станок SFE-4000M копировально-прошивочный полуавтомат для электрохимической обработки — базовая версия, частично импортная комплектация, порошковая покраска, технологические двери на рояльных петлях, ванна для электролита 0,85 куб.м.из нержавеющей стали12Х18Н10Т, насосная станция Россия-Беларусь.
- Станок SFE-4000M копировально-прошивочный полуавтомат для электрохимической обработки — версия 1: частично импортная комплектация, порошковая покраска, технологические двери на винтах, ванна для электролита 0,85 куб.м. из нержавеющей стали12Х18Н10Т, насосная станция Россия с вихревым насосом фирмы GRUNDFOS.
- Станок SFE-4000M копировально-прошивочный полуавтомат для электрохимической обработки -версия Э (экспортное исполнение, собирается из машино-комплектов на территории Чешской республики на заводев г.Прага):Применена комплектация, производителей стран ЕС, корпус станка и ванна для электролита изготовлены полностью из немецкой нержавеющей стали (аналог 12Х18Н10Т), насосная станция с вихревым насосом фирмы GRUNDFOS повышенной производительности.
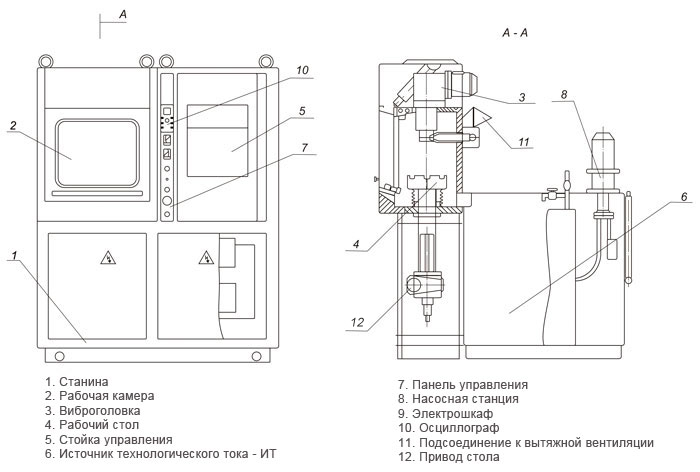
Схема основных узлов электрохимического полуавтомата SFE-4000М
Особенности и преимущества электрохимического станка SFE-4000M
- Максимальная площадь одновременно обрабатываемой поверхности и торцовой части заготовки (штампа) составляет до 45 см2
- Для контроля и управления процессом и режимами обработки в станке SFE-4000М применена надежная система управления на основе программных автоматов собственного производства.
Система управления станка SFE-4000M с внесением изменений в технологическую программу перешла к нему от предыдущей модели – станка ЭС-4000М.
За время, которое прошло с момента внедрения в производство первых электрохимических станков мод.ОМА1750 (затем ЭС-4000) в 1989 году, данная система, основанная на применении автоматов с программным формированием выходных сигналов Мура, зарекомендовала себя как крайне надежная.
- В настоящее время нашими конструкторами и технологами внедрена модель станка SFE-5000M, полностью удовлетворяющая современным требованиям к прецизионному оборудованию для электрохимической размерной обработки. В станке SFE-5000M реализована система управления с применением промышленной рабочей станции Advantech последней версии с выводом информации о состоянии станка и процессах обработки на жидкокристаллический дисплей.
- Средняя скорость обработки заготовки из закаленной до 60 единиц заготовки из стали ХВГ или 12Х на станке SFE-4000М составляет 0,35 мм. в минуту.
- Производительность обработки на максимальной площади обработки составляет 1200 мм3/мин
- Точность обработки, повторяемость размеров и шероховатость полученной после ЭХО обработки детали зависят от обрабатываемого материала заготовки и от качества изготовления электрода – инструмента.
- Особенность технологии обеспечивает получение шероховатости обработанной детали «из под станка» без дополнительной доработки на 1-2 класса ниже, чем примененный электрод-инструмент.
- Обработка на электрохимическом станке SFE-4000М осуществляется на низких (менее 12 V) напряжениях с использованием 12% раствора азотнокислого натрия NaNO3 и воды.
- Поставляемое электрохимическое оборудование не требует прокладки специальных коммуникаций и подключается к общей вытяжной системе и канализации предприятия.
- Станок SFE-4000М экологически чистый и безопасный, соответствует требованиям по шумовому воздействию и электромагнитной совместимости по требованиям EC.
- Электрохимические полуавтоматы SFE-4000М достаточно компактны (занимают не более 4 кв.м.), удобны в монтаже и транспортировке.
- В станке SFE-4000М предусмотрено 2 защиты от короткого замыкания, причем под термином «короткое замыкание» предусматриваются определенные величины тока:
- При превышении среднего тока 100 Ампер хотя бы в одной из фаз питания станка, происходит выключение входного автоматического выключателя. Так как входные автоматические выключатели на станке имеют предел отключения (отсечку) ,равную 12 Ih ( 12 номинальных токов), можно считать, что входной автомат отключает станок при перепаде тока 1200А=12Ih=12х100А.
- При превышении среднего тока 500А в цепи источника технологического тока происходит выключение источника технологического тока.
Возможности обработки детали (заготовки штампа) на электрохимическом полуавтомате SFE-4000M
- Максимальная площадь обработки заготовки на станке SFE-4000М — не более 45 см2.
- Размер обрабатываемой заготовки ограничивается размером рабочей поверхности (плоскости) стола: L= 300 мм. B= 250 мм.(плюс можно свешивать деталь за пределы стола на 100 мм. на сторону при условии ее надежного крепления) и максимальной площадью обработки S=45 см2.
- Максимальная глубина обработки – 150 мм.
|
1.1. |
Длина заготовки |
мм. |
300 |
|
1.2. |
Ширина заготовки |
мм. |
250 |
|
1.3. |
Высота заготовки |
мм. |
150 |
|
1.4. |
Диаметр заготовки |
мм. |
До 90 |
|
1.5. |
Масса |
кг. |
150 |
Технические характеристики полуавтомата для электрохимической обработки модели SFE-4000М
|
№ |
Параметры |
Размерность |
Значение |
||
|
1. |
Система управления станка |
модель |
Программные автоматы |
||
|
2 |
Размеры рабочей камеры станка: |
||||
|
2.1 |
Длина |
мм. |
530 |
||
|
2.2 |
Ширина |
мм. |
700 |
||
|
2.3 |
Высота |
мм. |
570 |
||
|
3. |
Размеры поверхности рабочего стола: |
||||
|
3.1 |
Длина |
мм. |
300 |
||
|
3.2 |
Ширина |
мм. |
250 |
||
|
4. |
Перемещение стола в координате Z |
не менее, мм. |
170 |
||
|
5. |
Расстояние от поверхности рабочего стола до верхней точки плиты крепления электрода |
не менее, мм. |
160 |
||
|
6. |
Количество управляемых координат |
Количество |
1(Z) |
||
|
7. |
Площадь обработки максимально-возможная |
см2 |
45 |
||
|
8. |
Износ электрод-инструмента в процессе обработке |
Отсутствует |
|||
|
9. |
Производительность обработки (при S=40 см2) |
мм3/мин |
1200 |
||
|
10. |
Повторяемость размеров партии изделий при обработке одним |
мм |
0,005 |
||
|
11. |
Шероховатость поверхности после обработки, Ra |
мкм. |
0,8….0,02 |
||
|
12. |
Подачи стола, скорость |
||||
|
12.1 |
рабочая |
мм/мин. |
0,001….10 |
||
|
12.2 |
ускоренная |
мм/мин. |
240 |
||
|
13. |
Рабочая частота вибрации электрода |
Гц. |
50+-1 |
||
|
14.1 |
Резервуар (ванна) для охлаждающей жидкости, объем |
м3, не менее: |
0,85 |
||
|
14.2 |
Материал для изготовления ванны для электролита |
нержавеющая сталь 12Х18Н10Т |
|||
|
14.3 |
Применяемый водный электролит |
12% раствор NaNO3 |
|||
|
15. |
Питание станка: |
от трехфазной сети 380 вольт |
|||
|
15.1 |
Род тока |
Переменный с нулевым проводом |
|||
|
15.2 |
линейное напряжение |
V |
380+-19 |
||
|
15.3 |
частота |
Гц. |
50 ± 1 |
||
|
16. |
Амплитудная величина технолог. тока (mах) |
А, не более: |
4000 |
||
|
17. |
Действующая величина технолог.тока (mах) |
А, не более: |
500 |
||
|
18. |
Потребляемая мощность, (mах) |
КВт. |
40 |
||
|
19 |
Насос подачи электролита, номинальная подача |
м3/час |
10 |
||
|
19.1 |
Мощность двигателя насоса |
Квт/час. |
3 |
||
|
20 |
Габаритные размеры, не более |
||||
|
20.1 |
Длина L |
мм. |
2000 |
||
|
20.2 |
Ширина B |
мм. |
1700 |
||
|
20.3 |
Высота H |
мм. |
2050 |
||
|
20.4 |
Масса станка |
кг. не более: |
2100 |
||
К сведению потребителей и заказчиков станков модели SFE-4000M
- Станок модели SFE-4000M будет поставляться до тех пор, пока на него будет спрос;
- Запасные части для станков SFE-4000M всегда имеются в наличии и будут находиться на складе в необходимом количестве;
- В дальнейшем, для потребителей станков модели SFE-4000M, будет предложена программа модернизации с установкой рабочей станции Advantech.