По всем вопросам звоните по тел.: (499)704-41-95 или по e-mail: 4997044195@mail.ru
Прессование и формование композиционных материалов
В наши дни спрос на современные прессы для композитных материалов не ограничивается деревообработкой, и появляются новые композитные материалы с новыми областями применения в промышленности.
Для холодного и горячего прессования и процессов предварительного формования тканей и волокнистых материалов Locatelli Meccanica предлагает сложные прессы с системами нагрева, автоматизированными производственными процессами, системами контроля и решениями для инструментов для формования алюминия, эпоксидной смолы и полиуретана.
Locatelli Meccanica создает индивидуальные решения и комплектует производственные цеха термоформовочными машинами и стремится постоянно совершенствовать процессы холодного и горячего прессования с целью повышения качества, минимизации ошибок и снижения затрат.
Для холодного и горячего прессования и процессов предварительного формования тканей и волокнистых материалов Locatelli Meccanica предлагает сложные прессы с системами нагрева, автоматизированными производственными процессами, системами контроля и решениями для инструментов для формования алюминия, эпоксидной смолы и полиуретана.
Locatelli Meccanica создает индивидуальные решения и комплектует производственные цеха термоформовочными машинами и стремится постоянно совершенствовать процессы холодного и горячего прессования с целью повышения качества, минимизации ошибок и снижения затрат.

Прессование и формование композиционных материалов

Легкие армированные термопласты – ЛАТ.
ЛАТ - это класс композитных материалов, состоящих из матрицы из термопластичной смолы (обычно из полипропилена) с длинным рубленым армированием из стекловолокна. В последние годы он нашел очень благоприятную область применения в автомобильной промышленности для изготовления шумопоглощающих компонентов.
Основным преимуществом этой технологии является то, что она позволяет получить деталь с хорошим соотношением жесткость / масса, которая может быть соединена с армирующими / эстетическими внешними слоями в одном процессе, характеризующемся низким давлением формования и возможностью получения детали с различной толщиной.
Процесс
Процесс формирования компонентов LWRT довольно прост и очень гибок. Он заключается в нагреве материала с последующим компрессионным формованием внутри терморегулируемого инструмента. После охлаждения материала деталь может быть отформована. Обрезка и / или обрезка внутри инструмента также является обычной практикой для сокращения необходимых рабочих шагов на детали.
Конечное время цикла может достигать значений всего лишь 30 минут с помощью многостанционного нагрева и высокоскоростного формовочного пресса.
Технологии горячего прессования, используемые для получения композитов на основе металла и керамики, просты и достаточно универсальны. Они предоставляют возможности для изготовления плит, а также конструктивных элементов, таких как трубы, открытые профили, оболочки.
Пластины (пример)
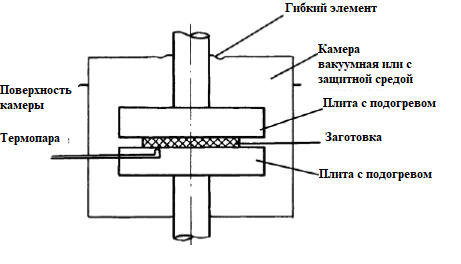
Для получения пластин можно использовать жесткую матрицу (см. Рисунок ниже). Температура должна составлять около 500 ° C для алюминия, около 800 ° C для титана и материалов на основе титана и около 1200 ° C для матриц на основе никеля, включая алюминийтриникеля Ni3Al. Требуемое давление обычно составляет от 20 до 100 МПа. Таким образом, соответствующие материалы должны быть выбраны для матрицы со встроенным или внешним нагревателем. Камера должна обеспечивать необходимое смещение матрицы, а также вакуум или защитную атмосферу (инструменты, не поставляемые Locatelli Meccanica).
Стандартные прессы Locatelli могут быть преобразованы в прессы для композитных материалов с добавлением:
- Тарелки с подогревом;
- Изоляционные плиты;
- Регуляторы температуры Watlow E-Zone для регулировки температуры двух пластин с нагревателем;
- Специальное программное обеспечение с подъемниками для выпуска газа, соотношением давления и температуры, синхронизацией с остановкой двигателя.
- Подготовка крепежных отверстий для любой автоматизации на столе пресса.
ПРЕИМУЩЕСТВА ИСПОЛЬЗОВАНИЯ ПРЕССОВ LOCATELLI MECCANICA, ОТЛИЧНЫХ ОТ ДРУГИХ
- Hiris, программное обеспечение для мониторинга организации рабочего процесса и стоимости производства, так называемое «Умное Предприятие».
- Широкий доступ к информационным системам наших прессов для аналитической диагностики, установки последующих изменений/ обновлений/ модификации/ точной настройки программного обеспечения.
- 7 направляющих точек для высокой параллельности стола: главный поршень + 2 боковых поршня + 4 направляющие точки на каждой из колон.
- Благодаря точному контролю давления, хронометражу и позиционированию штамповка деталей ещё не была такой простой.
- Многократное прессование в закрытой пресс-форме не позволяет материалу вытекать за пределы пресс-формы.
- Распределение давления: возможность установки времени достижения заданного давления (на усмотрение оператора исходя из сопротивления металла)
- Предохранители на пресс-форме: оповещение о двойной загрузке, неправильной загрузке (стандартное ПО), оповещение об отсутствующих частях (доп. устройство)
- Память на тысячи программ с алфавитно-цифровым указателем